| 产品参数 | |
|---|---|
| 产品价格 | 68/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 999 |
| 运费说明 | 按距离 |
| 最小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
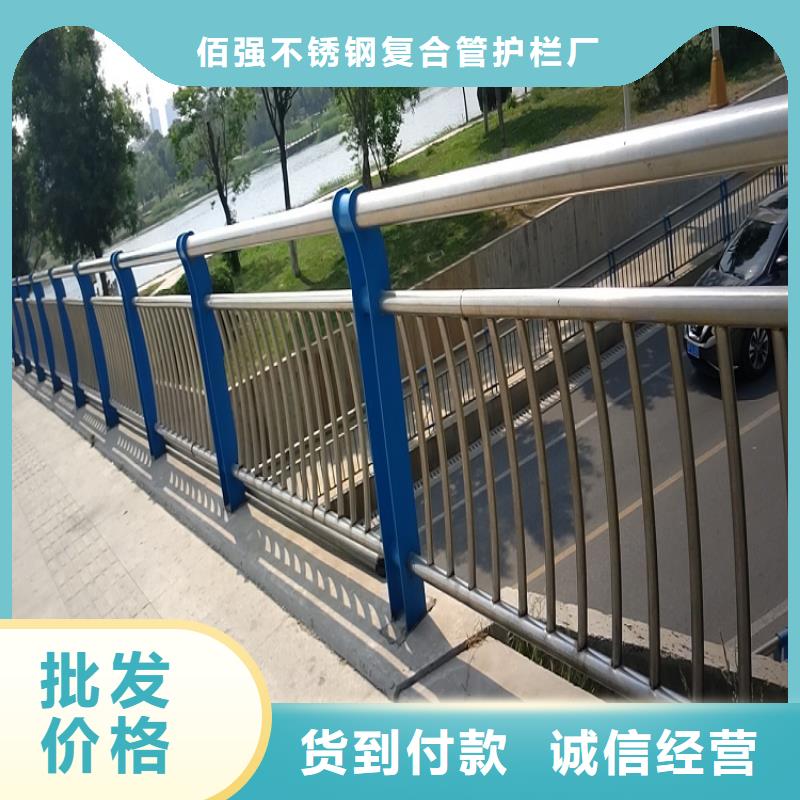
| 适用领域 | 河道 桥梁 |
| 是否进口 | 否 |
| 立柱管径 | 100*100mm |
| 表面处理 | 镀锌 |
| 立柱壁厚 | 4 |


不锈钢复合管焊接好坏仅影响产品的美观,而且也对产品的质量有着本质的影响,那锈钢钢复合管焊接具体应该注意些什么,下面具体介绍一下:采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般超过5mm。为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接锈钢时,以~3mm为佳,过长则保护效果好。对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。


不锈钢复合管在900-1250℃,这类钢有良好的塑性。随着温度下降,变形抗力急剧增高,终轧温度不应低于850℃。在型钢轧制中,这类钢的宽展系数几乎是碳钢的1.5倍,又因为其变形抗力大,所以要采用小压下量和 孔型。 奥氏体钢的调不锈钢复合管质处理。奥氏体不锈钢经冷加工后达到的各种强度是根据调质来分类的,而调质的种类则是根据所规定的抗拉强度或屈服强度的最小值,或者二者的最小值来区分的。调质的范围从软化退火型或退火加调质轧制型到高张力型 马氏体钢的轧制特点。钢的导热性较差,导热系数稍高于不锈钢复合管1Cr18Ni9Ti,而且有较大的组织应力和热应力。
钢坯要预热到550℃,在800℃以下要缓慢加热, 加热温度不应超过1250℃。马氏体不锈钢对热应力很敏感,所以冷却速度要很缓慢。3Cr13、4Cr13要在850℃以上开始缓冷,直至低于150℃,否则,容易出现裂纹。在清理表面缺陷前,还应进行软化退火,以免产生研磨裂纹。轧制时变形抗力较大,4Cr13的变形抗力为低碳钢的1.6倍,所以不宜采用大压下量轧制。又因该类钢在900-1200℃有较好的塑性,所以终轧温度应在900℃以上。


![[浙江]明辉市政交通工程有限公司名片](http://ypmimg.qy55.com/UploadImg/2219/new_card.jpg "[浙江]明辉市政交通工程有限公司名片")